Induktivhärten – unsere Stärke
Von der Beratung über die Planung bis hin zur Fertigung sind wir Ihr zuverlässiger Partner. Wir stehen Ihnen beratend zur Seite, wenn es um Stahlauswahl und Wärmebehandlung geht, führen für Sie kostenlose Probehärtungen durch und helfen Ihnen gerne bei Versuchsreihen.
Der Fertigungsprozess erfolgt effizient
-
auf CNC-gesteuerten Härteanlagen mit perfekter Arbeitsgenauigkeit und Reproduzierbarkeit
-
durch kompetente und gewissenhafte Mitarbeiter
-
Rissprüfung durch Stichproben Rot-Weiß-Eindringprüfung
-
Entspannen der Werkstücke in Anlassöfen bis 4 m³ Rauminhalt
-
weiterführende Arbeitsgänge (Aufkohlen, Richten usw.)
im Verbund mit Partner-Härtereien -
Zertifizierte Qualitätssicherung (Erst-, Schlussprüfung, laufende Kontrollen während der Produktion)
-
a. W. zerstörende Randhärtetiefe-Prüfung von Musterstücken gegen Aufwandserstattung, Erstellung von kostenlosen Prüfprotokollen
Qualitätssicherung
Neben der Erst- und Schlussprüfung führen wir während der gesamten Serienfertigung in erforderlichen Abständen Kontrollen durch. Sämtliche relevanten Daten werden nach unserem Qualitätshandbuch überwacht und dokumentiert. Unser Qualitäts-Management-System ist nach DIN EN ISO 9001 und unser Umweltmanagement nach DIN EN ISO 14001 zertifiziert.
Die Härteprüfung erfolgt auf stationären und transportablen, digitalen Prüfgeräten. Mit einem speziellen Innenhärteprüfer werden die Werte von Bohrungen gemessen. Für die Überprüfung der Randhärtetiefe kann das Werkstück auf einem Nasstrennschleifer getrennt werden. Den Härteverlauf bestimmen wir mit einem Kleinlasthärteprüfer, der mit einem Video- Auswertungssystem ausgestattet ist. Die erreichten Werte können anschließend über PC dargestellt und ausgedruckt werden.
Randhärtetiefe
Die Randhärtetiefe kann in der Regel nicht zerstörungsfrei ermittelt werden. Die Tiefe ist erst nach dem Trennen des Werkstücks durch Messung des Härteverlaufes genau messbar. Falls diese Randhärtetiefe bei Einzelteilen absolut eingehalten werden muss, ist die Härtung und Prüfung eines Musterstückes erforderlich.


Überzeugende Vorteile – Wärmebehandlung nur im Verschleißbereich
Nutzen Sie die Vorteile der induktiven Wärmebehandlung:
- Es lassen sich genau bestimmte Bereiche eines Werkstückes härten oder glühen. Exakte Begrenzung des Erwärmungsbereichs.
- Durch die partielle Erwärmung erreicht man weniger Verzug.
- Ungehärtete Bereiche können problemlos nachgearbeitet werden.
- Der Kern des Werkstückes bleibt weich, so ist ein späteres Richten möglich.
- Das Härteverfahren ist umweltfreundlich. Es werden keine Salze oder Öle eingesetzt.
- Die partielle Härtung bietet oft einen Kostenvorteil gegenüber einer Kompletterwärmung.
- Das Induktivhärten kann schnell und flexibel durchgeführt werden. Es sind keine zeitintensiven Ofenchargen notwendig.
Technische Grenzen
gibt es material- und konstruktionsbedingt für einige Werkstücke. Sprechen Sie mit uns.
Wir beraten Sie gerne und finden die passende Lösung!
Häufige Einsatzbereiche:
- Lager- und Dichtsitze an Wellen, Flanschen
- Ballen und Sitze an Walzen
- Schneidflächen an Maschinenmessern, Sägeblättern, Werkzeugen
- Bohrungen und Laufflächen an Rollen, Buchsen
- Zahnlücken und Zahnflanken an Zahnrädern, Zahnstangen und Kettenrädern
- Nocken und Lagersitze an Nockenwellen, Exzenterwellen
- Laufflächen an Führungsleisten, Schienen
- Laufflächen und Bohrungen an Kettenlaschen, Gabellaschen
- Schäfte und Kuppen an Bolzen, Schrauben usw.


Funktionsweise – wir haben die passende Technik
Ablauf der Induktivhärtung
Bei konventionellen Härteverfahren wird das komplette Werkstück in Öfen aufgeheizt. Dies dauert relativ lange und bedingt einen mehr oder weniger starken Verzug.
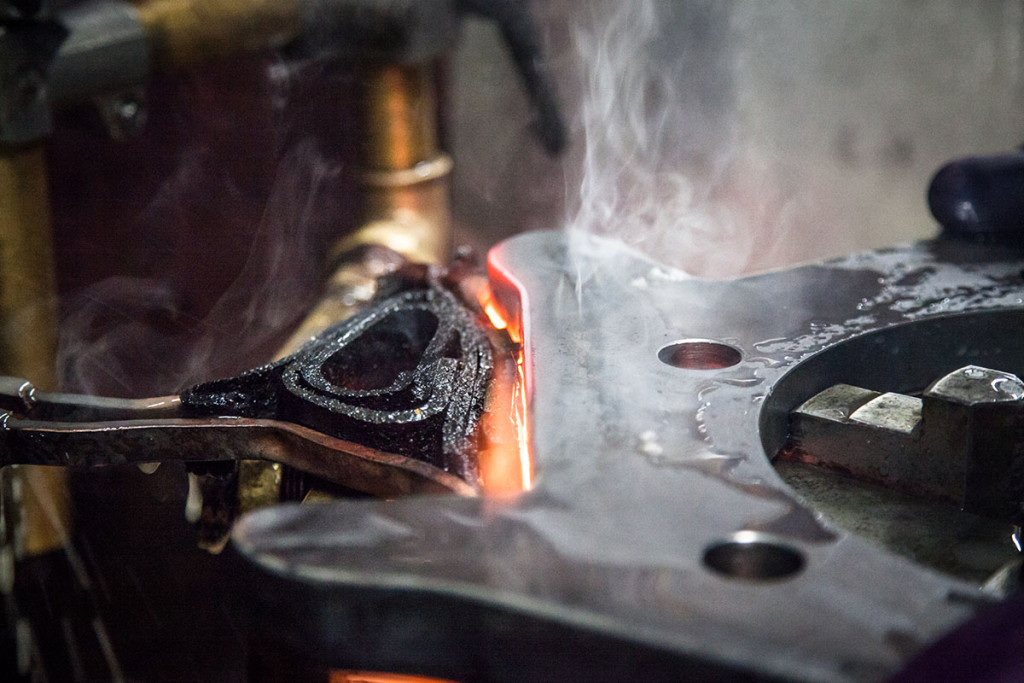
Beim Induktivhärten hingegen wird nur der Verschleissbereich erwärmt und rasch wieder abgekühlt. Hierdurch wird in der Regel ein geringerer Verzug errreicht. Der Erwärmungsbereich kann millimetergenau gesteuert werden. Da nur die Randschicht gehärtet wird, bleibt das Bauteil mechanisch flexibler und kann auf den nicht gehärteten Flächen einfach nachgearbeitet, oder auch gerichtet werden.
Das Induktivhärten erfolgt auf speziellen Werkzeugmaschinen mit entsprechender Energiequelle (Hoch-, Mittelfrequenz-, oder Dualfrequenz-Umrichtern). Mit diesen Härteanlagen wird die zu härtende Zone, heute meist über CNC-Steuerung, abgefahren. Hiermit werden auch die Härteparameter, wie Energieleistung, Haltezeiten, Geschwindigkeiten usw., exakt gesteuert.
Durch einen dem Werkstück angepassten, wassergekühlten Induktor aus Kupfer wird ein Magnetfeld, das durch die Energiequelle erzeugt wird, berührungslos auf das Werkstück übertragen. Der Abstand des Induktors zum Werkstück beträgt hierbei nur wenige Millimeter.
Durch dieses Magnetfeld erwärmt sich das Werkstück im Bereich des Induktors in Sekundenbruchteilen. Nach Erreichen einer materialspezifischen Härtetemperatur (i.d.R. zwischen 820 – 1.050 °C) wird mit einer speziellen Abschreckemulsion unmittelbar wieder heruntergekühlt. Dabei, vereinfacht gesagt, verfeinert sich letztendlich das Materialgefüge, erreicht eine Härtesteigerung an der Oberfläche und wird somit verschleißfester.
Verzichtet man hingegen auf das anschließende Abschrecken, kann man das Induktionsverfahren bei entsprechend niedrigeren Temperaturen auch zum partiellen Glühen einsetzen.

Werkstoffe
Voraussetzung für das Induktivhärten ist die Verwendung eines Stahles, der zur Erreichung der gewünschten Härte genügend Kohlenstoff enthält.
Die gebräuchlichsten Werkstoffe sind z.B. C 45, 42 CrMo 4, Cf 53, C 60, 100 Cr 6, oder aufgekohlte Einsatzstähle,
wie z.B. 16 MnCr 5. Auch nichtrostende Materialen, wie z.B. 1.4034, 1.4112, 1.4122, sind induktiv härtbar.
Hier stellen wir Ihnen eine beispielhafte Aufstellung von Materialien mit erreichbaren Härten und Härtetiefen bereit:
 Liste oft verwendeter Werkstoffe
Liste oft verwendeter Werkstoffe
Härtetiefe
Die Randhärtetiefe (Rht.) ist abhängig vom Werkstoff, Werkstück, Koppelabstand des Induktors und der Frequenz der verwendeten Energiequelle.
In der Regel liegen diese mit Hochfrequenzanlagen bei ca. 0,4 – 2,5 mm und mit Mittelfrequenzanlagen bei ca. 1,5 – 8,0 mm.
Höhere Tiefen sind (werkstückabhängig) erreichbar.
Härteannahme
Die erreichbaren Härten sind werkstoffabhängig. Prinzipiell kann man sagen, je mehr Kohlenstoffgehalt im Material, desto höher ist die Ansprunghärte.
Benötigen Sie weitere oder spezielle Informationen? Wir stehen Ihnen gerne zur Verfügung.
Antriebstechnik
Antriebswellen
Außenkörper
Führungsleisten
Grundkörper
Innenkörper
Kegelräder
Kettenräder
Kettenspanner
Kupplungen
Lamellen
Mitnehmer
Naben Profilkörper
Riemenscheiben
Ritzel
Ritzelwellen
Schleifringe
Schwungkränze
Träger
Umlenkräder
Zahnkettenräder
Zahnräder
Zahnstangen
Zylinder
Armaturen
Gehäuse
Hülsen
Kegel
Kolben
Muffen
Ringmuttern Sitzbuchsen
Sitzringe
Spindeln
Stecknippel
Ventile Ventilklappen
Baumaschinen
Achsen
Antriebsräder
Bohlenstampfer
Fräser
Fräskörbe
Gelenkbolzen
Kolbenstangen
Kratzer
Radkörper
Schäl-Lamellen
Umlenkräder
Wellen
Bergbautechnik
Achszapfen
Antriebsräder
Bohrstangen
Bremsschuhe
Gewindestangen
Kettenführungen
Kolben
Kolbenstangen
Kratzer
Mitnehmer
Profile
Rinnen
Seilrollen
Trac-Segmente
Triebstockräder
Kranbau
Gehäuse
Haken
Kettennüsse
Laufräder Motorritzel
Ritzelwellen
Wirbel
Zahnräder
Landmaschinen
Anker
Bolzen
Buchsen
Crackerwalzen
Gleitstücke
Häckselmesser
Kegelbolzen
Kettenräder
Kopfplatten
Kugelbolzen
Kugelzapfen
Kupplungsbolzen
Kurbelzapfen
Mähmesser
Mähspindeln
Messer
Ösen
Profilwellen
Riffelwalzen
Sattelhülsen
Schneiden
Schrauben
Zinkenträger
Sonstige
Auswerfer
Automatenwellen
Bandführungen
Bogenleisten
Einzugrollen
Fadenbleche
Fangbolzen
Gleitschienen
Kolbenstangen Laufschienen
Puffer
Scherenblenden
Schleißleisten
Schwingen
Spannkörper
Walzen
Wickeldorne
Windkraft-Getriebe
Abtriebsritzel
Planetenradachsen
Schaftritzel
Fleischverarbeitung
Flakermesser
Flügelmesser
Messerzapfen Quermesser
Schneiden
Sichelmesser
Gießereimaschinen
Abstandhalter
Bundrollen
Druckstücke
Führungsbolzen
Führungsbuchsen
Keilschienen
Kettenräder
Kratzer
Laufrollen
Leisten
Ritzelwellen
Rollenkörper
Schleißleisten
Spitzen
Stifte
Stoßbolzen
Wenderscheiben
Zahnräder
Zentrierbolzen
Zugplatten
Ketten- und Fördertechnik
Achsen
Bolzen
Buchsen
Bundbuchsen
Bundrollen
Gabellaschen
Gelenkbügel
Halbrund-Wellen
Hülsen
Kettenräder
Kettenspanner
Kettenstäbe Knochenbolzen
Kopfbolzen
Laschen
Laufräder
Mitnehmer
Rollen
Umlenkrollen
U-Räumer
Verbinder
Winkellaschen
Zahnkränze
Zahnsegmente
Kraftmaschinen
Antriebswellen
Druckbolzen
Exzenterwellen
Flansche
Fliehgewichte
Klinkenräder
Kolben
Kupplungsglocken
Mastprofile
Nockenwellen
Pumpenwellen
Riemenscheiben
Schaltgabeln
Schalthebel
Schwungkränze
Turbolader
Ventile
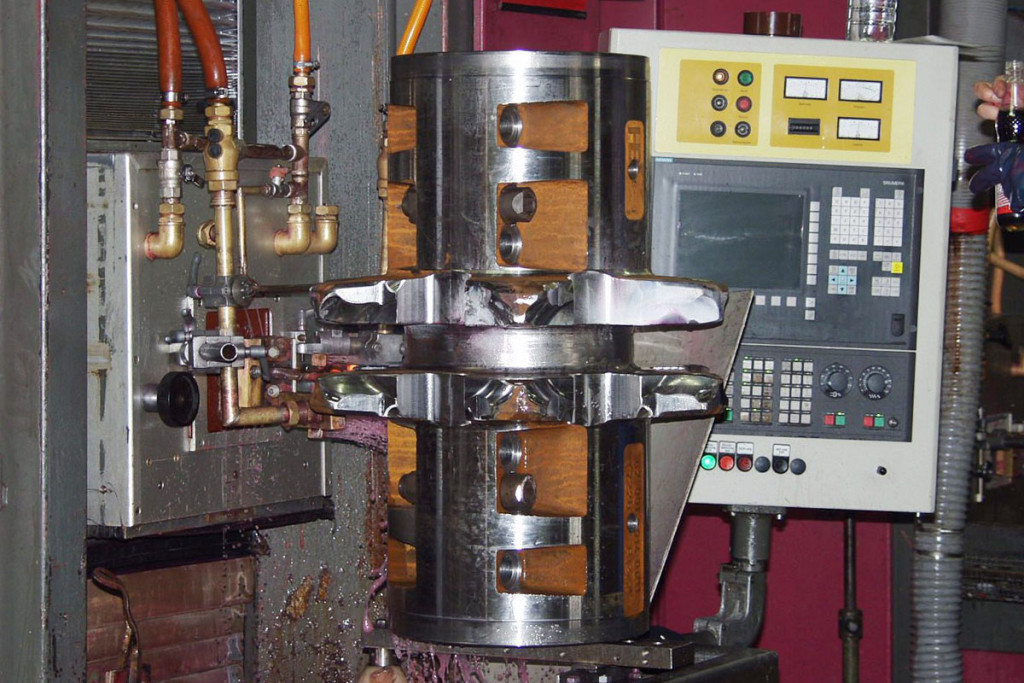
Härteanlagen – Unser Maschinenpark ist für viele Härteaufgaben gerüstet
CNC-gesteuerte Härtemaschinen ermöglichen eine sehr hohe Arbeitsgenauigkeit und Reproduzierbarkeit.
Hochfrequenz-Härteanlagen
- 60 KW, 250 kHz, + 100 kW MF mit 3-achsig CNC-gesteuerter Härtemaschine bis 1.000 mm Härtelänge
- 100 kW, 450 kHz, mit 1-achsig CNC-gesteuerter Doppelspindel-Härtemaschine bis 1.000 mm Härtelänge
Mittelfrequenz-Härteanlagen
- 150 kW, 6-10 kHz, mit 1-achsig CNC-gesteuerter Doppelspindel-Härtemaschine bis 1.000 mm Härtelänge
- 150 kW, 8-12 kHz, mit 3-achsig CNC-gesteuerter Härtemaschine bis 2.500 mm Härtelänge
- 300 kW, 8-12 kHz, mit 3-achsig CNC-gesteuerter Härtemaschine bis 2.000 mm Härtelänge
- 60 kW, 10-25 kHz, Standhärtemaschine für Sonderanwendungen
- 200 kW, 6-10 kHz, mit 4-achsig CNC-gesteuerter Härtemaschine bis 2.500 mm Härtelänge
- 200 kW, 8-12 kHz, mit Sonderhärtemaschine für Leisten und Profile bis 3.000 mm Härtelänge

Werkstücke
Wellen, Kolben, Rollen usw. schlupffrei
Durchmesser
max. 300 mm (1)
max. 500 mm (2)
Länge
max. 2.500 mm (1)
max. 2.000 mm (2)
Bohrungen
Durchmesser
min. ca. 12 mm
max. ca. 350 mm
Länge
abhängig vom Verhältnis
Durchmesser zur Länge
Zahn- und Kettenräder, Umlenkrollen, Scheiben usw. Einzelzahn- oder Schlupfhärtung
Querschnitt
min. 10 x 6 mm
max. 150 x 250 mm
Länge
max. 5.000 mm (Rundumhärtung)
max. 5.000 mm (Teilhärtung)
max. 2.500 mm (bei größeren Querschnitten)